
Это самый обычный паяльник, у которого на рабочем конце жала сделан узкий (0,05—0,2 мм) продольный пропил глубиной 7—9 мм. Пропил заканчивается "карманом'' — сквозным отверстием диаметром 1,1—1,3 мм. На рис. 1 приведен чертеж жала для паяльника типа ЭПСФА-220В/18 Вт. Его мощность и размеры жала позволяют работать с печатными платами, имеющими контактные площадки диаметром около 1,5 мм. Как раз такие печатные платы используются в самой распространенной бытовой технике: телевизорах 3-го — 5-го поколений, малогабаритных магнитофонах и радиоприемниках.
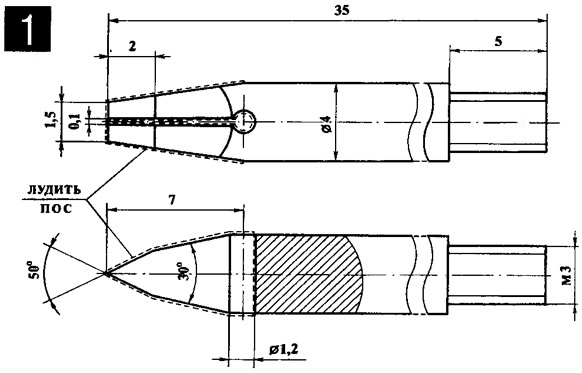
Сделать такое жало очень просто для любого паяльника. В медной заготовке надо просверлить сквозное отверстие диаметром 1,2 мм на расстоянии 7—9 мм от конца, а затем лобзиком с полотном по металлу или шлицовкой сделать продольный пропил до этого отверстия. Желательно, чтобы первоначальная ширина пропила была не более 0,5—0,7 мм. Вставить в пропил обломок лезвия для безопасной бритвы толщиной 0,08—0,1 мм и, не прикладывая излишних усилий, обжать его в тисках. Последнюю операцию при некотором опыте вполне можно выполнить и "строго на глаз", оставляя зазор 0,05—0,2 мм. Стремиться к тому, чтобы он был идеально ровным и одинаковым по всей длине, совсем не обязательно. В заключение нужно напильником придать необходимую форму рабочему концу жала и тщательно его облудить. Залужены должны быть и рабочий конец жала, и внутренние поверхности пропила, и отверстие. Форма рабочего конца жала принципиального значения не имеет. Это может быть "зубило", как на рис. 1, конус со скошенным под углом 45° пятачком на конце или любая другая привычная и удобная для вас форма.
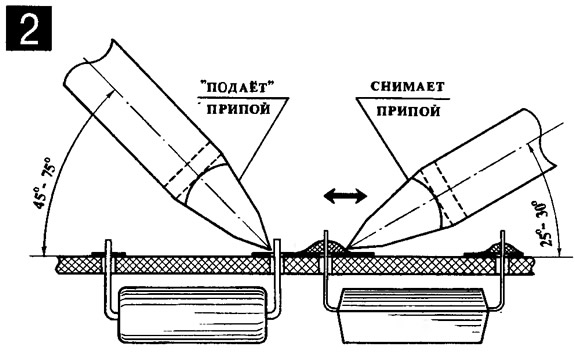
Работать с "капиллярным" паяльником очень просто. Необходимо установить печатную плату в вертикальное положение — рис. 2. Обязательно нанести на место распайки флюс — канифоль или ее спиртовой раствор и быстро разогреть концом жала паяльника монтажную точку до полного расплавления припоя. Паяльник при этом должен располагаться под небольшим углом к плате — 25°-30° жалом вверх (!). Жидкий припой быстро стекает по "капиллярному" каналу и собирается в "кармане". Чтобы полностью удалить весь припой с места пайки, рабочий конец жала паяльника нужно плотно прижимать к контактной площадке и острием жала слегка покачивать вывод детали, насколько это позволяет размер отверстия в плате. Снятый с контактной площадки и собранный в "кармане" припой необходимо одним резким, но не слишком размашистым движением стряхнуть в банку или просто на лист бумаги — его можно использовать повторно.
Обработка одной контактной площадки занимает не более 2—3 секунд. Но для успешной работы необходимо соблюдать два условия. Первое: на место пайки обязательно нанести канифольный флюс. Канифоль удаляет с поверхности расплавленного припоя окисную пленку, которая препятствует стеканию припоя по "капилляру" в "карман". Второе: температура жала и мощность паяльника должны быть достаточными для быстрого и полного расплавления припоя до жидкого состояния. Для распайки крупногабаритных деталей, имеющих выводы диаметром 1 мм и более (переключатели, строчные и импульсные трансформаторы, мощные транзисторы), требуется паяльник мощностью 25-40 Вт с диаметром жала 5-6 мм. Глубину пропила у такого паяльника надо увеличить до 10-12 мм, а диаметр отверстия в его основании — до 1,4-1,6 мм.
Не менее удобен этот паяльник и для монтажа деталей на печатную плату. Достаточно повернуть его жалом вниз, и он будет подавать расплавленный припой из "кармана" по "капиллярному" каналу в точку пайки. Меняя угол наклона паяльника, легко дозировать количество припоя. Приведу пример того, насколько "капиллярный" паяльник эффективен и удобен в работе. Вся процедура замены интегрального микропроцессора М6561 в компьютерной видеоприставке "Денди", имеющего 80 (!) выводов, с его помощью занимает не более 15 минут.
Журнал «САМ» №1, 1998 год